Quality
技術・品質保証
Our Strength
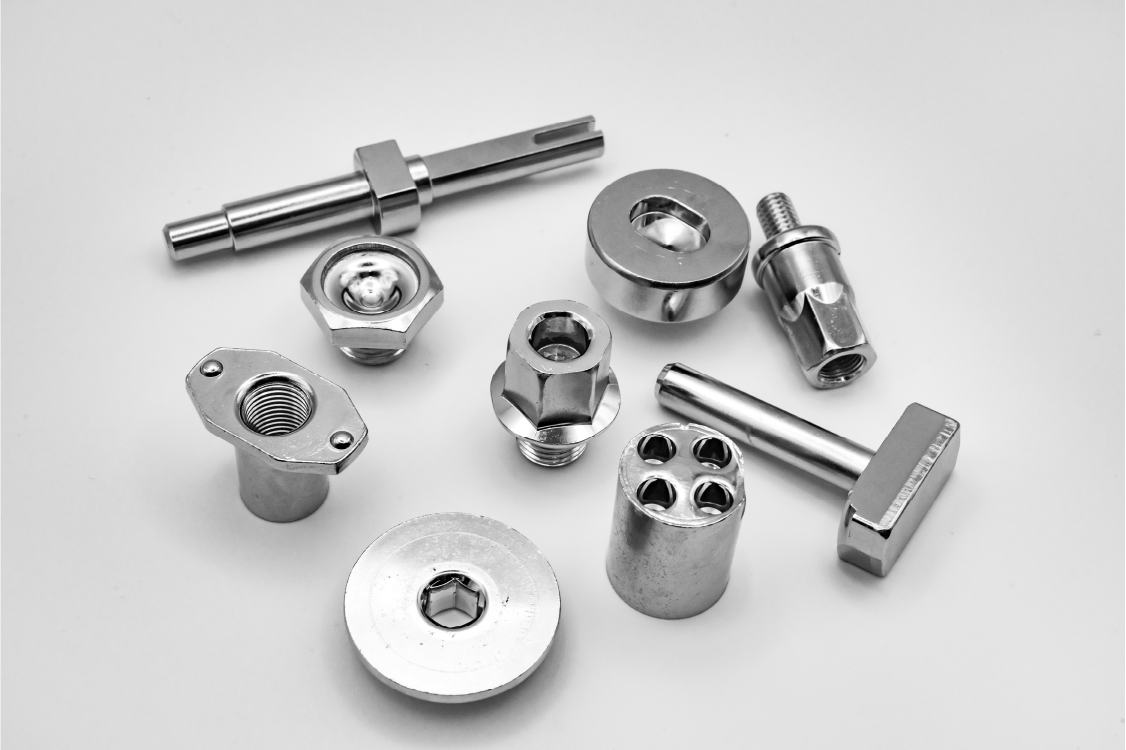
形状・数量・精度
そのすべての期待に応える
最適なボルト・ネジを、必要な分だけ、
欲しい形で手に入れたい。
そんなご要望に応えるために、
私たちは技術を磨き続けてきました。
必要な形状、欲しい数量、
そして高い精度、
そのすべてにおいて期待に応える製品を
お届けします。
その実現のため、私たちは日々、
技術力や品質の向上に取り組んでいます。
01.
小ロット・多品種に柔軟対応
当社の強みのひとつは、小ロット・多品種のボルト・ネジにも対応できる柔軟性です。
業界一般では2トン以上からの受注が一般的ですが、当社では100キロ程度からの受注
が可能です。これは、材料メーカーとの強固なネットワークにより、小ロットでも必要な材料を確保できる体制が整っているからです。特殊な形状のボルト・ネジも、少量からオーダーしていただけます。
最小ロット比較
100kgから対応可能

当社
必要な分だけ!
100kg〜
業界一般
余分な在庫が発生…
2t〜
ボルト・ネジの形状や
サイズによって数量は異なりますが、
重量単位を基準にした場合、
業界一般の小ロットよりも
格段に少ない量から対応可能です。
そのため、必要なネジを
無駄なく確保することができます。
02.
まだ世にない特殊ボルト・ネジを
生み出す
当社は、JIS規格や既存製品にはないような、特殊かつ複雑なボルト・ネジの製造を得意としています。精度の高さが求められる難しい加工でも、長年培ってきた技術とノウハウにより、高品質な製品として実現することが可能です。また、まだ図面が完成していない段階でもご相談いただけます。お客様の用途やニーズに応じて、図面作成や試作を重ねることで、理想のボルト・ネジを形にします。「まだ世の中にないボルト・ネジ」を、ゼロから具現化できることが、当社の大きな強みです。
特殊加工事例
お悩み
自動化できない形状による低生産性とコスト増
鍔(つば)のない形状であることから、パーツフィーダーによる自動供給ができず、加工は人手に頼らざるを得ない。そのため作業負担が大きくなる。また、切削工程が2工程必要となることで、生産能力は毎分約1.5本、1日あたり約720本にとどまり、生産数が増やせない。さらに、加工時には切り粉が製品に巻き付く不具合が発生し、不具合品流出を防ぐための選別工程が必要になり、納期の長期化やコスト増加に悩まされている。
解決
加工方法の転換により、生産性13倍に
フォームローリング加工を採用することで、従来2工程必要だった加工を1工程に集約。生産性は毎分20本へと大幅に向上し、転造機1台あたりの1日生産数は約9,600本を実現。従来工程と比べて約13倍にあたる生産数が可能になりました。工程短縮によるコストダウンに加え、切りカスによる不具合の解消や選別工程の省略によるコスト削減も実現しました。
お悩み
樹脂巻き仕様で回り止め・抜け止めを両立させたい
六角頭部からフランジ部まで樹脂を巻いて使用する仕様で、溝による抜け止めと、六角形状による回り止めの機能を有しているボルトを検討している。同製品のマンガ画をもとに製作可能だろうか。
解決
構造と工法を見直した提案で課題を解決
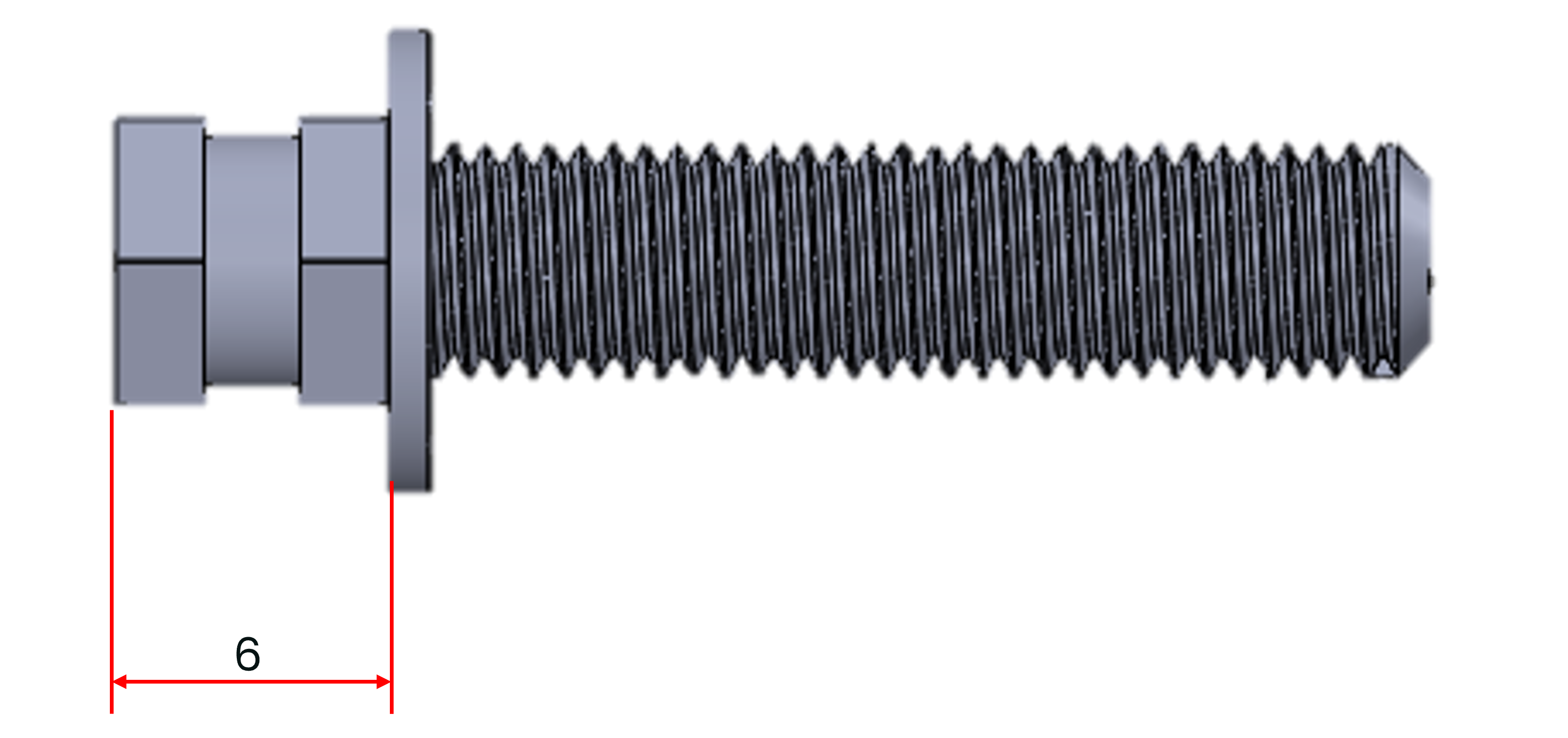
マンガ図をもとに検討した結果、製造工程は「圧造→切削→転造」となる想定。しかし、この形状では圧造でのフランジ部成形において頭部高さが高くなるため、六角部の張りが十分に出ず、回り止めとしての効果が弱くなることが懸念されました。また、溝部は切削加工が必要となりますが、六角部を削るのは刃物の寿命を短くします。その結果、加工コストが大きく膨らみ、製品単価が高くなる点が課題となりました。(図1参照)
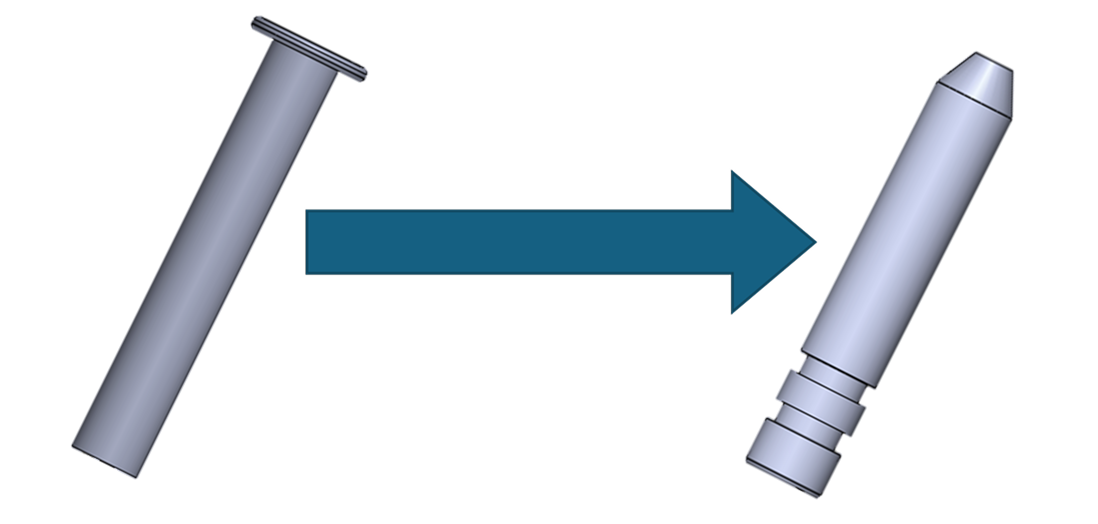
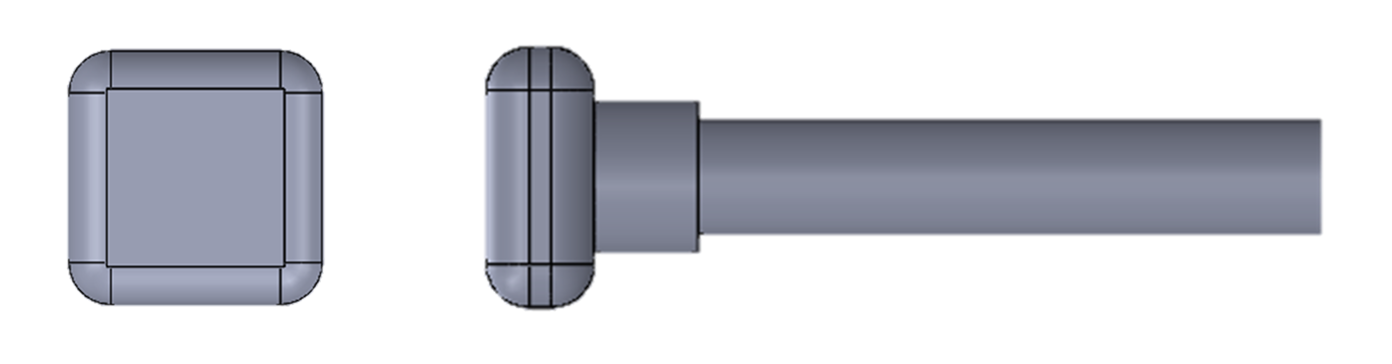
そこで、頭部形状は六角より四角の方が回り止め効果が高いと考え、図のような形状を検討しました。また、抜け止め機能を持たせるため軸部に段を設け、そこにワッシャーを組み込んだ状態で転造加工を行うことで、ワッシャーが回転・脱落しない構造にしました。
本加工は、転造時にワッシャー内径と軸部の隙間へ材料を押し込むことで抜け止め機能を確保でき、要求性能を十分に満たすと判断し、提案。結果として本形状が採用されました。本製品は途中からのVAではなく、VEとして提案した製品でした。
当初のマンガ図ベースでの算定ではありますが、切削工程を省略できるため切りカス問題が解消され、品質の安定化に寄与しています。さらに、工程削減によりコストは約35%削減、リードタイムも8日短縮を実現しました。今回のように開発段階から用途や条件を十分に共有できたことで、メーカーならではの提案が可能になりました。(図2参照)
(図1)
(図2)
03.
自社開発システムで、
常に安定品質を実現
当社は、業界に先駆けてコンピュータによる
生産・品質管理システムを導入し、
そのシステムを自社で開発してきました。
これにより、
特殊な製品であっても製品ごとに最適化された
高精度な検査・管理が可能となり、
常に安定した高品質を実現しています。
さらに、自社の製造工程に合わせて
システムを最適化しているため、
無駄のない効率的な生産体制を構築。
受注から出荷までのプロセスがスムーズで、
必要な製品をいち早くお届けできます。
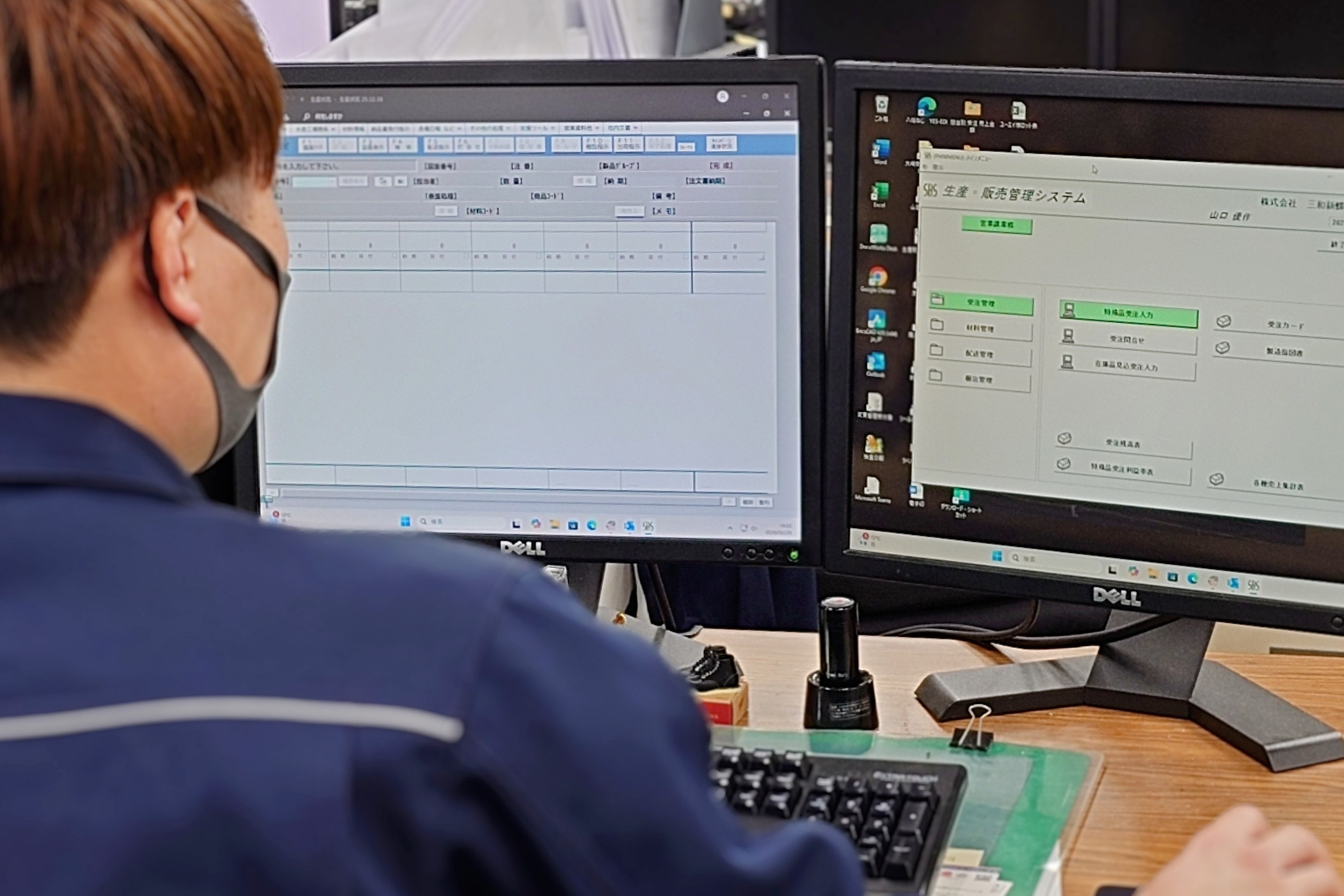
営業部での生産・販売管理システム
当社が最初に開発したのは、営業部向けの生産・販売管理システムです。このシステムでは、材料情報や各生産工程の進捗状況、工場の生産予定をはじめ、図面管理・お客様情報・受注予測まで、営業において必要な情報を一元管理しています。
検査管理システム「蒼龍(そうりゅう)」
検査管理システム「蒼龍」は、生産現場での計測データを手入力する必要がなく、ノギスやマイクロメーターからの測定値を直接コンピュータに取り込みます。そのデータをもとに、計測値が公差内に収まっているかを自動で管理できるソフトウェアです。

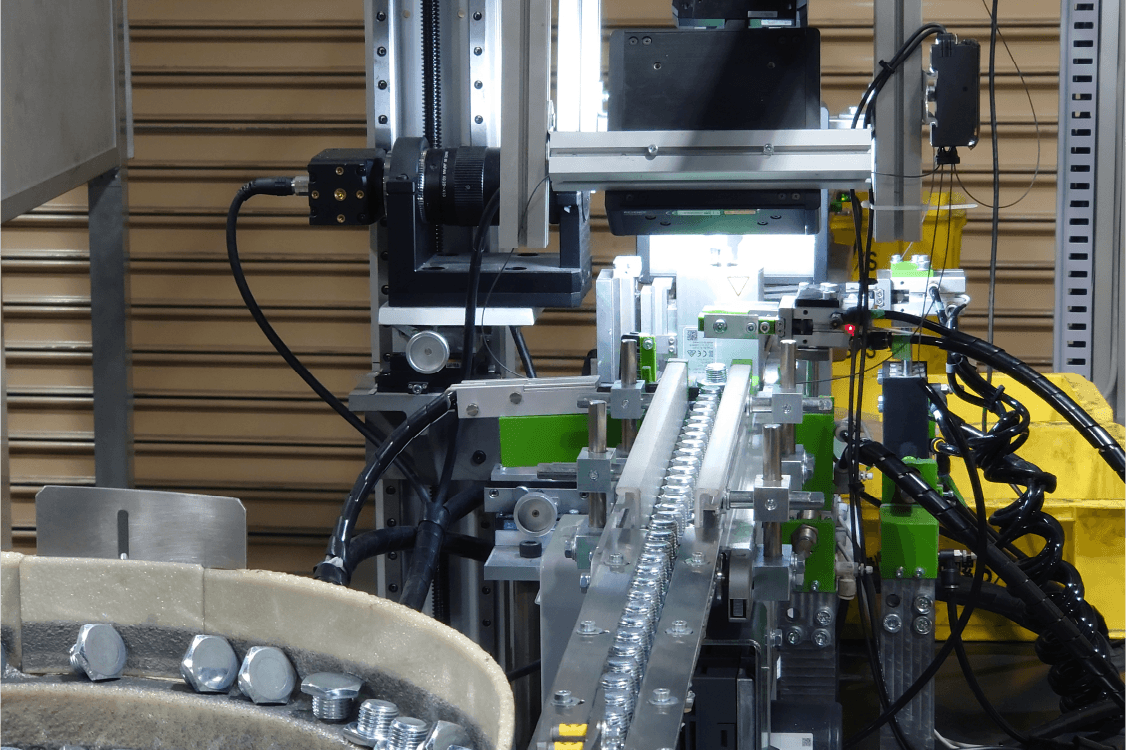
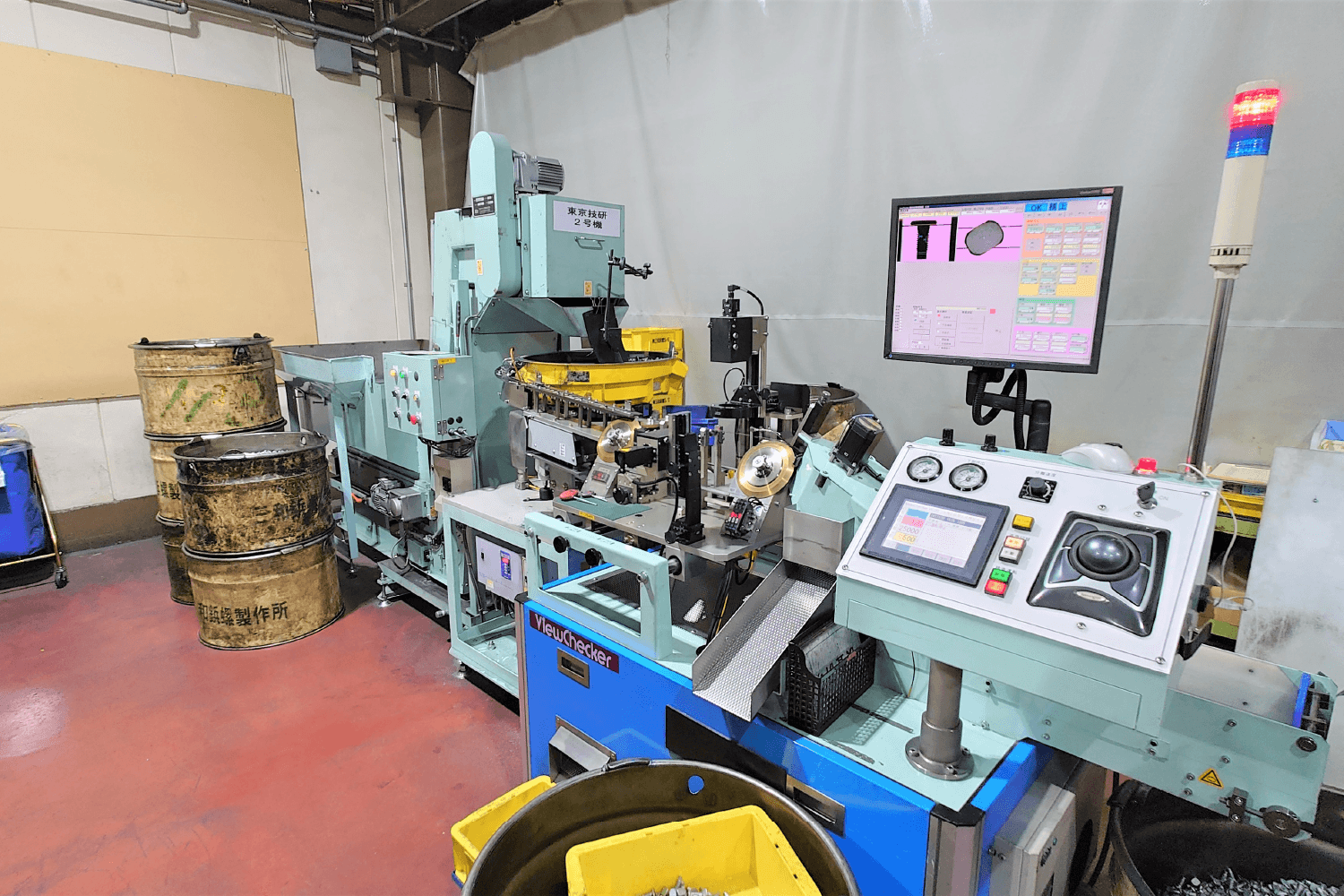
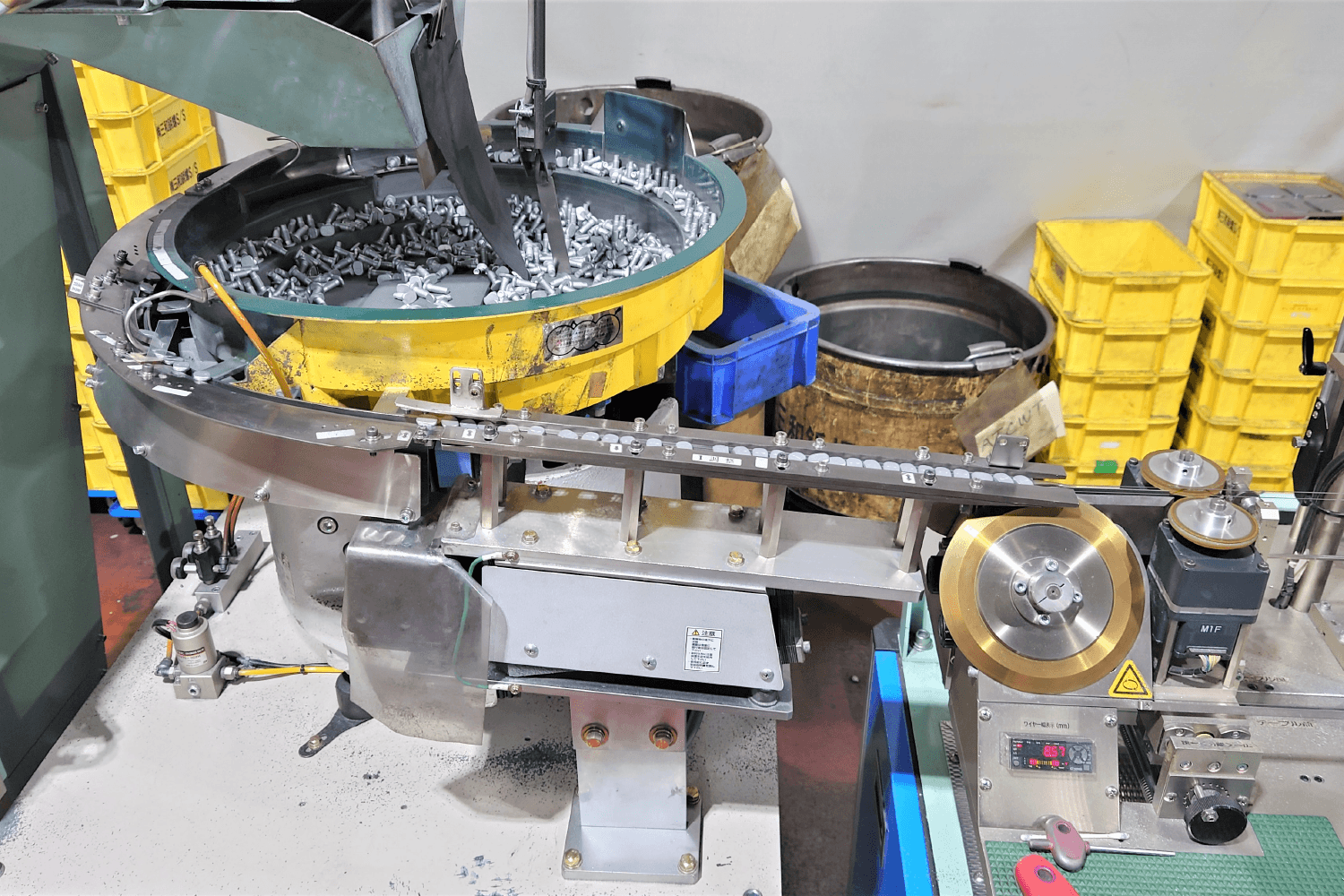
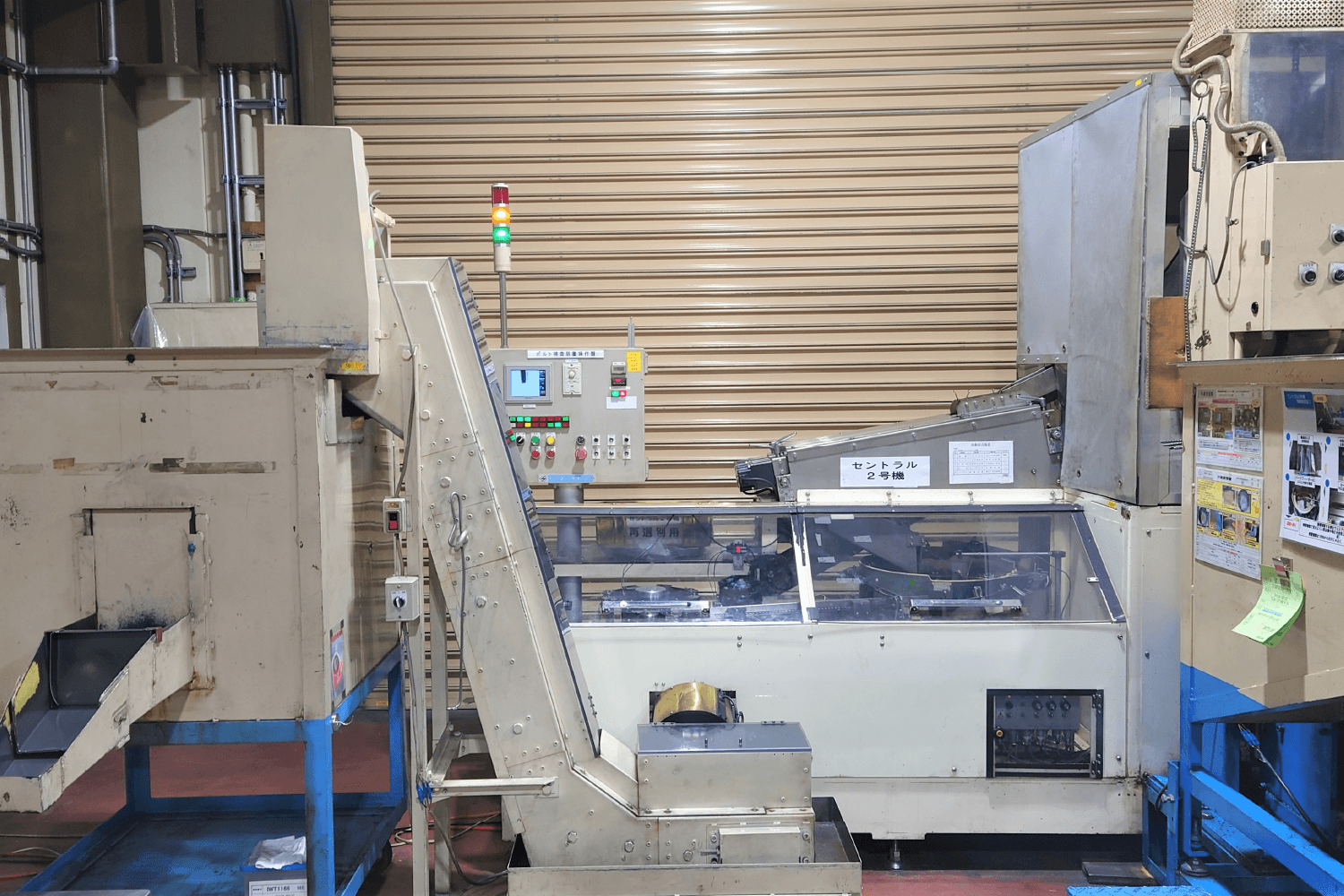
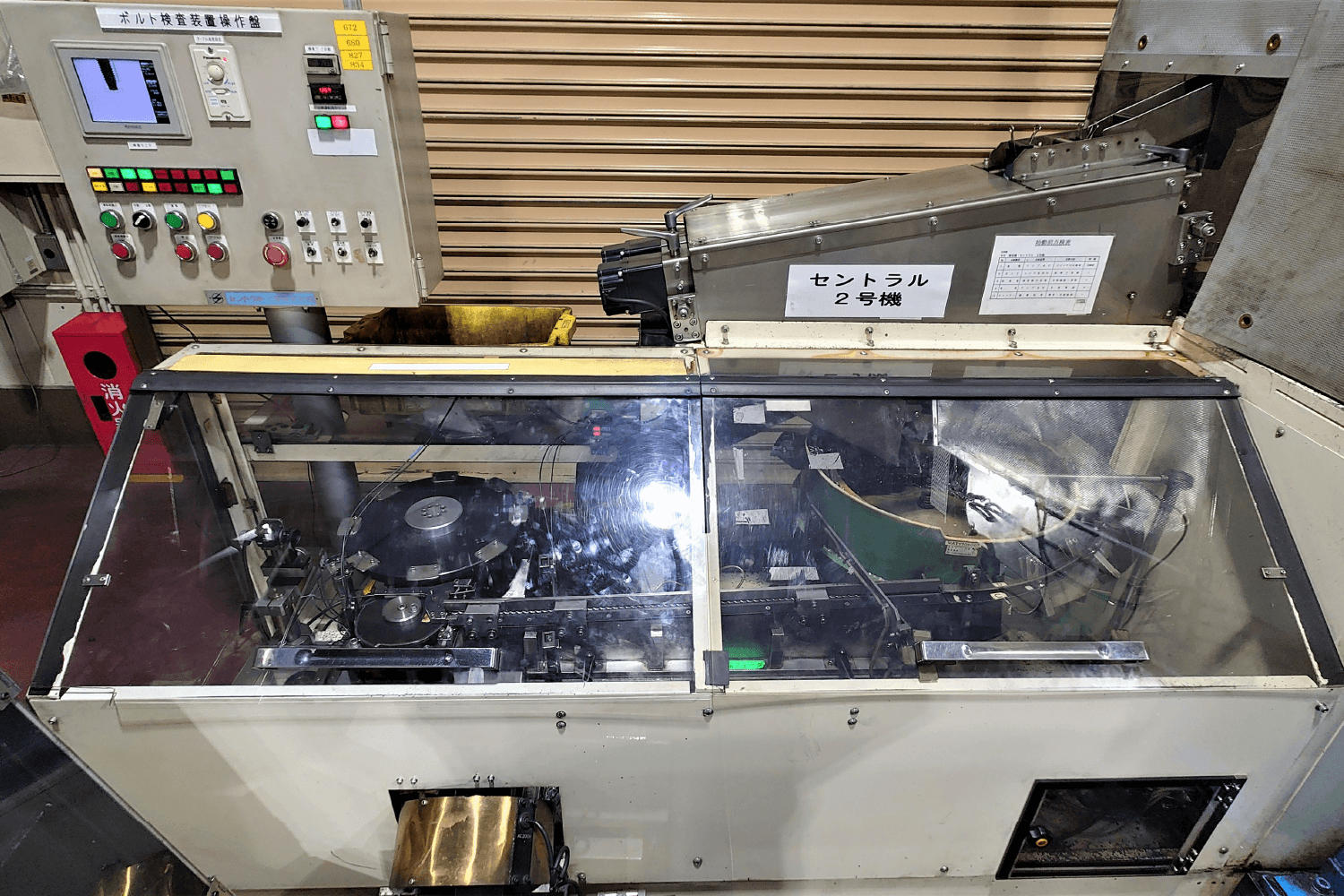
自動選別機の導入
従来は不良が発生した際、人の手による選別が一般的でした。しかし当社では、いち早く自動選別機を導入し、その活用を拡大してきました。これにより、人手による選別では避けられなかったミスを防ぎ、正確かつ高精度な検査体制を実現しています。
-
高越1号機
-
高越2号機
-
高越5号機
-
東京技研2号機
-
セントラル2号機
-
YUTAKA
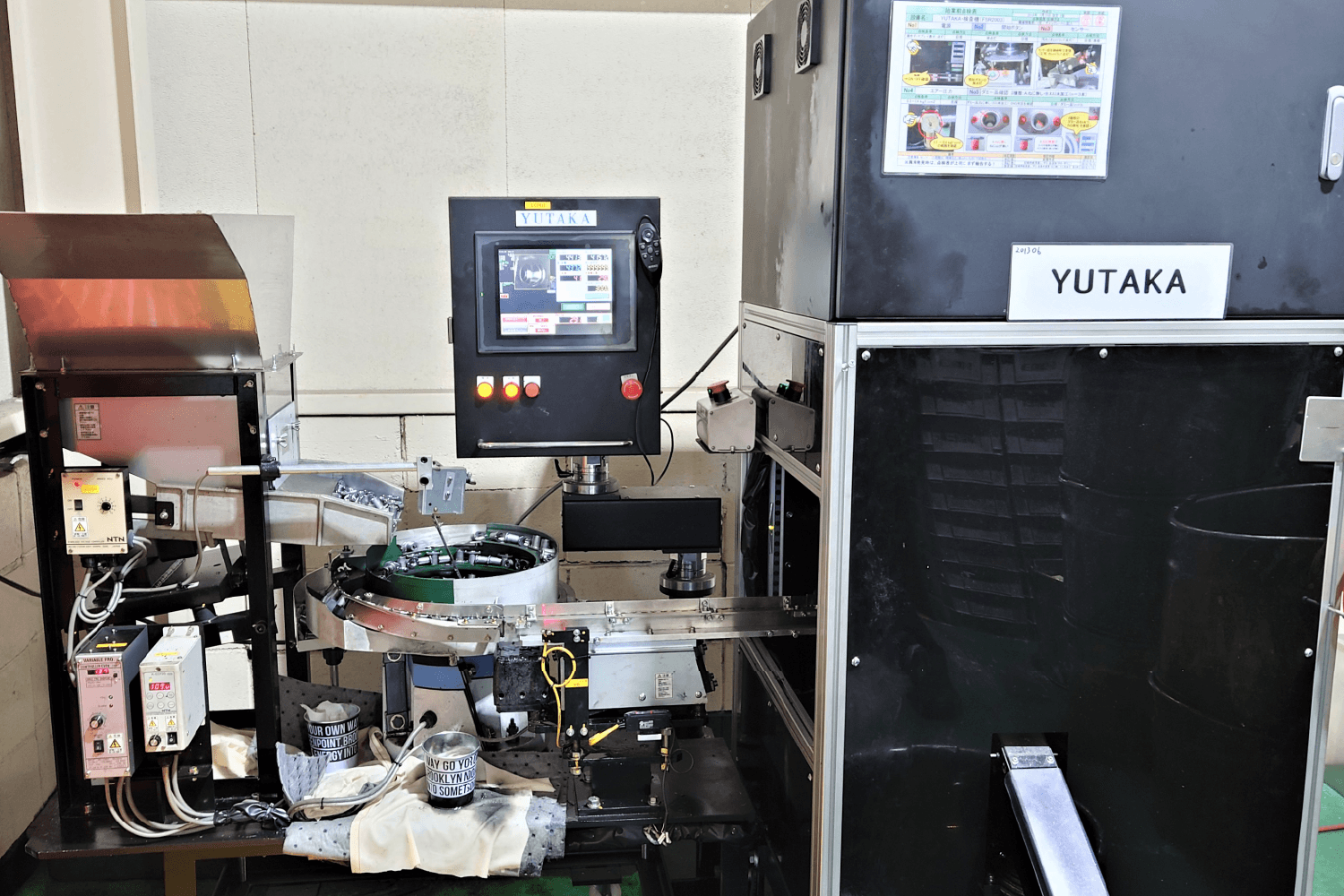
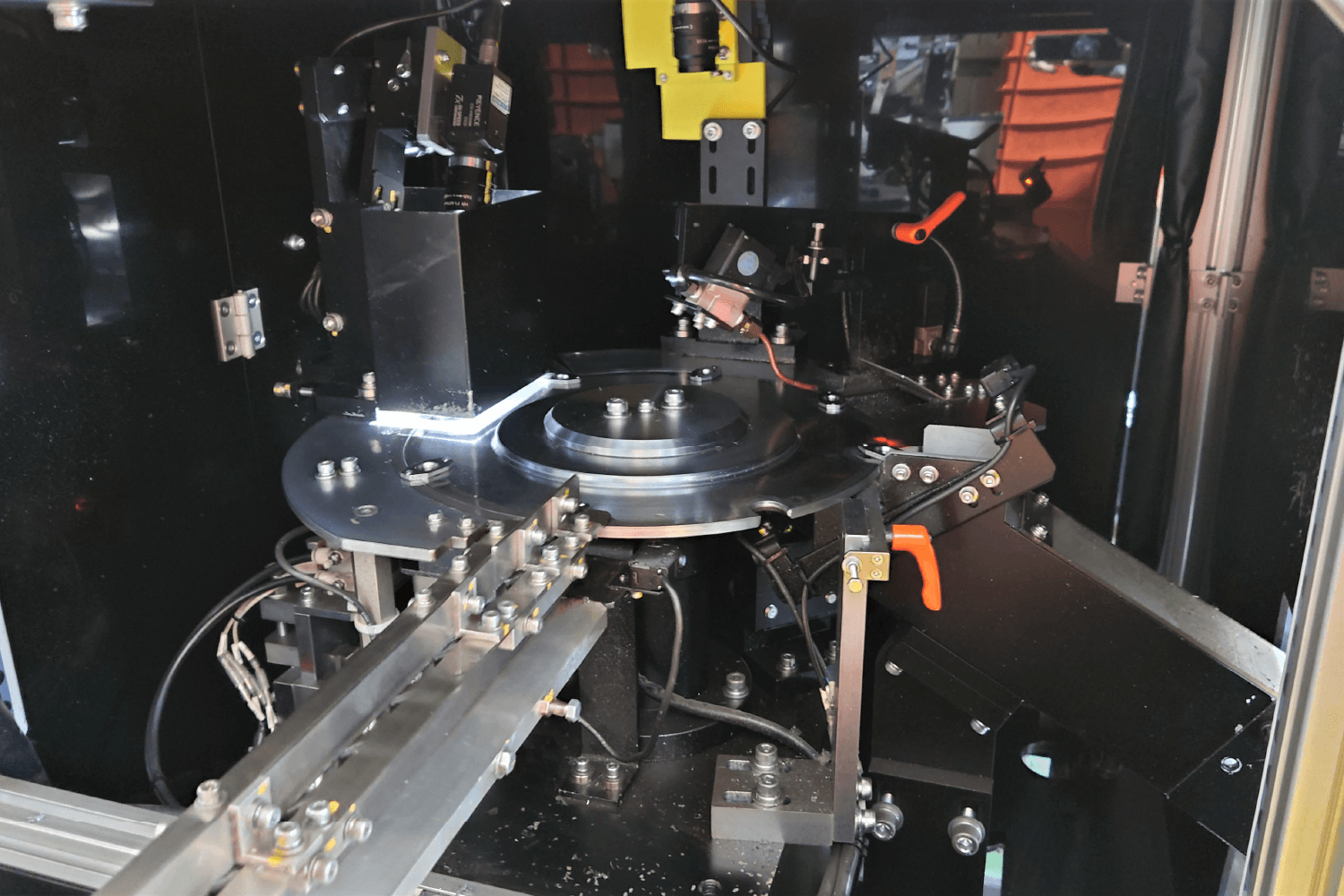
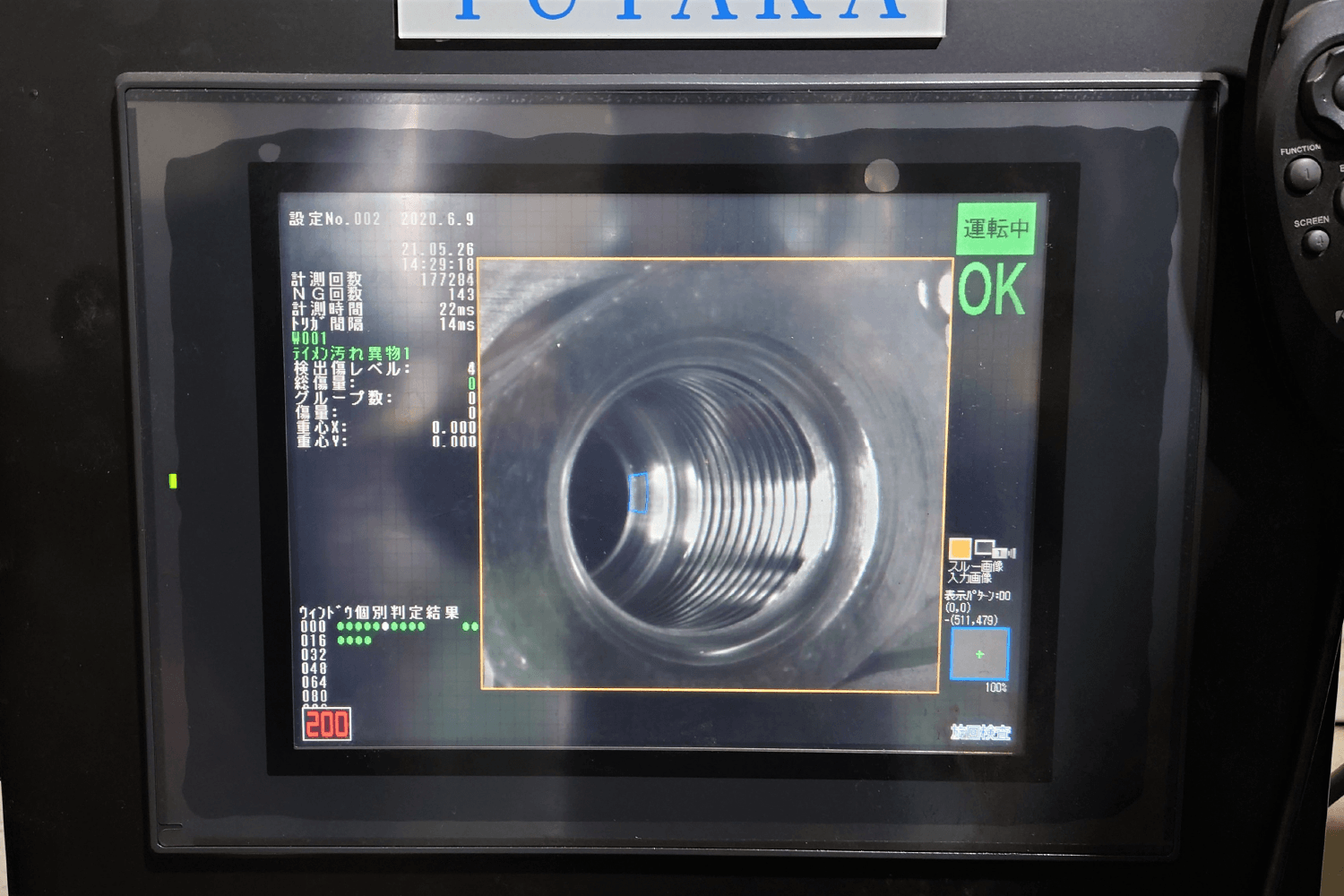
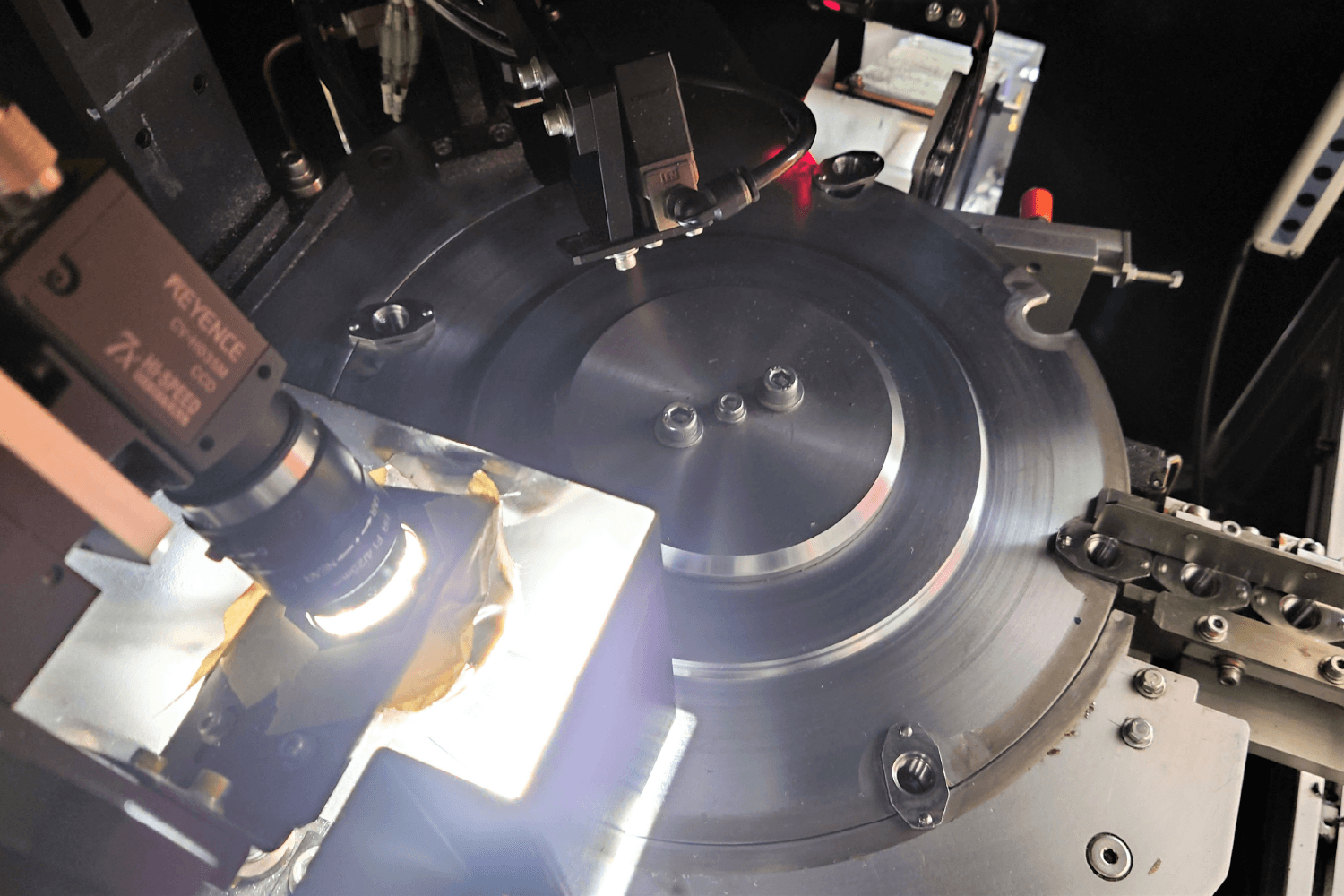
選別機の自社開発
当社では、選別装置の自社開発にも積極的に取り組んでいます。
従来にはなかった特殊な形状にも対応できるよう独自に開発を進めており、どのような形状であっても正確かつ高精度な検査を可能にしています。
【自社開発のメリット】
自社開発によって社内のコミュニケーションが活性化されているほか、知識やノウハウが蓄積され、試行錯誤を重ねることで技術力が磨かれ、社内全体のレベルアップにつながっています。こうした取り組みが、より高品質な製品をお客様へ提供する力となっています。